тел. +7 925 233 94 14
Оставьте свой телефон и мы Вам перезвоним!
Или Вы можете позвонить нам сами:
+7 (925) 233 94 14
Экспресс-заявка
Заполните поля формы и свяжемся с Вами в кратчайшее время и сообщим стоимость
Мы против СПАМа и не передаем данные третьим лицам
Лазер vs Плазма: выбираем технологию резки металла в 2026 году
Выбор между лазерной и плазменной резкой определяет не только текущие возможности производства, но и его стратегическую конкурентоспособность. В 2025 году обе технологии совершили серьезный рывок, и простая дихотомия «лазер для тонкого, плазма для толстого» уже не работает. Современное оборудование предлагает гибридные решения и интеллектуальные системы управления, требующие комплексного анализа.
Физика процесса
Разберемся с тем, что происходит в зоне реза. Понимание принципов работы — ключ к выбору.
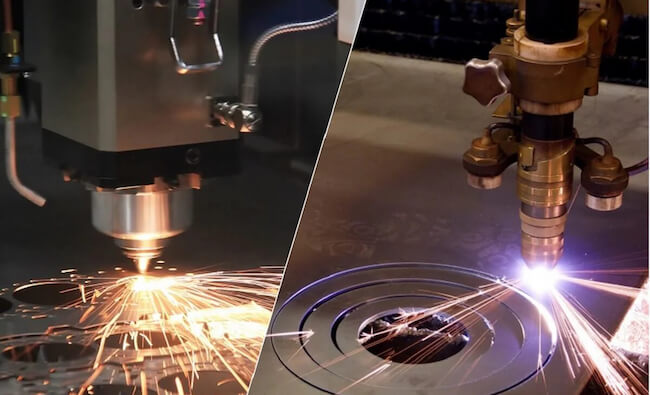
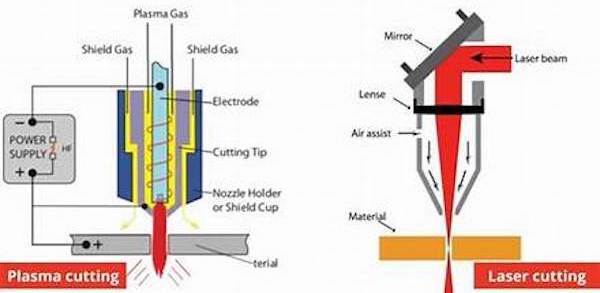
- Лазерная резка: Сфокусированный луч с плотностью мощности до 10^7 Вт/см² локально нагревает материал до температуры плавления и испарения. Оптимальный процесс — это испарение, но на практике преобладает плавление с удалением расплава стопорным газом (азот, кислород, аргон). Керф (ширина реза) минимален, что обеспечивает высокую точность контуров. Критически важным параметром является качество лазерного луча, определяемое модулем М². Луч с низким M² (близкий к идеальному Гауссову) обеспечивает более узкий керф и крутые стенки реза.
- Плазменная резка: Электрическая дуга, зажатая в сопле, ионизирует подаваемый газ (воздух, кислород, азот, смесь H35), создавая плазму с температурой 15 000–30 000 °C. Эта струя плазмы обладает высокой кинетической энергией и буквально «выдувает» расплавленный металл. Ширина реза значительно больше, чем у лазера, и формируется характерная линия скоса (фаска). Современные системы с гипертермическими соплами и магнитным отклонением дуги позволяют минимизировать этот угол до 1-3 градусов.
Сравнительный анализ по 10+ параметрам
Примеры
Заготовка опоры
Плазменная резка. Материал – ст10, толщина 14 м. Партия – 24 шт.
Шестерня, штанга толкателя
Лазерная резка. Материал – нержавеющая сталь, толщина 5 мм. Партия – 5 шт.
Компоненты кассеты
Лазерная резка. Материал – нержавеющая сталь 1 мм, акрил 4 мм. Партия – 70 шт.
Экономика процессов
Для обьективного сравнения рассчитывается себестоимость реза погонного метра материала
Формула для лазера:
С_лазер = (Стоимость_электроэнергии_за_час * Время_реза_1_м) + (Стоимость_газа_за_час * Время_реза_1_м) + (Амортизация_оптики_на_1_м)
Формула для плазмы:
С_плазма = (Стоимость_электроэнергии_за_час * Время_реза_1_м) + (Стоимость_газа_за_час * Время_реза_1_м) + (Амортизация_расходников_на_1_м)
На тонком листе (1-6 мм) лазер выигрывает за счет скорости. На толстом (свыше 25-30 мм) плазма выгоднее по капитальным и эксплуатационным затратам. В "серой зоне" (6-25 мм) необходим детальный техно-экономический расчет для каждого конкретного случая, учитывающий загрузку, номенклатуру и требования к качеству.
Гибридные системы и тренды 2025 года
- Лазерно-плазменные гибриды: Появляются установки, где лазерный луч предварительно подогревает материал, а плазма завершает рез. Это позволяет резать толстые заготовки (до 200 мм) с качеством, близким к лазерному.
- AI-оптимизация: Системы на основе искусственного интеллекта в реальном времени подбирают параметры реза (мощность, скорость, давление газа), компенсируя износ сопла и неравномерность материала.
- Экологичность: Современные плазменные системы оснащаются системами водяной завесы, снижающими шум и количество дыма на 90%. Лазеры становятся энергоэффективнее (КПД волоконных лазеров достигает 40-50%).
Практические рекомендации для российского рынка
- Для цеха с широкой номенклатурой и высокими требованиями к качеству: Оптимально иметь обе установки. Лазер — для точных работ с тонким и средним листом, плазма — для толстостенных заготовок и черновых операций.
- Для специализированного производства: Выбор определяется основным профилем. Штамповочное производство — плазма. Приборостроение — лазер.
- С учетом логистики и ВЭД: Активно изучайте предложения по модернизации существующих станков, в том числе с установкой отечественных систем ЧПУ и узлов.
Резюмируем: Выбор между лазером и плазмой в 2025 году — это не выбор лучшей технологии, а поиск оптимального инструмента для конкретных бизнес-задач. Лазер — это «скальпель» для высокоточной работы, плазма — «универсальный нож» для высокой производительности на толстом металле. Умение комбинировать их преимущества станет залогом рентабельности вашего цеха.
15 НОЯБРЯ / 2025
Еще статьи
Статья
Физические принципы и устройство работы станка лазерной резки. Типы станков.
КРАТКАЯ АНАЛИТИКА
Доля машиностроения и металлообработки в промышленном производстве. Импортозамещение.
СТАТЬЯ
Правила создания макетов. Ошибки и что влияет на результат. Софт и онлайн-инструменты.
